

Crank concentricity


 01-04-2019 | 11:36 AM
01-04-2019 | 11:36 AM
#13
Thread Starter
Registered
Joined: Apr 2018
Posts: 134
Likes: 1
01-04-2019 | 11:51 AM
#14
Thread Starter
Registered
Joined: Apr 2018
Posts: 134
Likes: 1
So today I've done some more measuring 
measured crank journals:
#1=2.7476
#2=2.7480
#3=2.7478
#4=2.7478
#5=2.7475
Assemble journals with bearing:
#1=2.7516 clearance= .0041
#2=2.7519 clearance =.0039
#3=2.7520 clearance=.0042
#4=2.7518 clearance=.0040
#5=2.7520 clearance=.0045

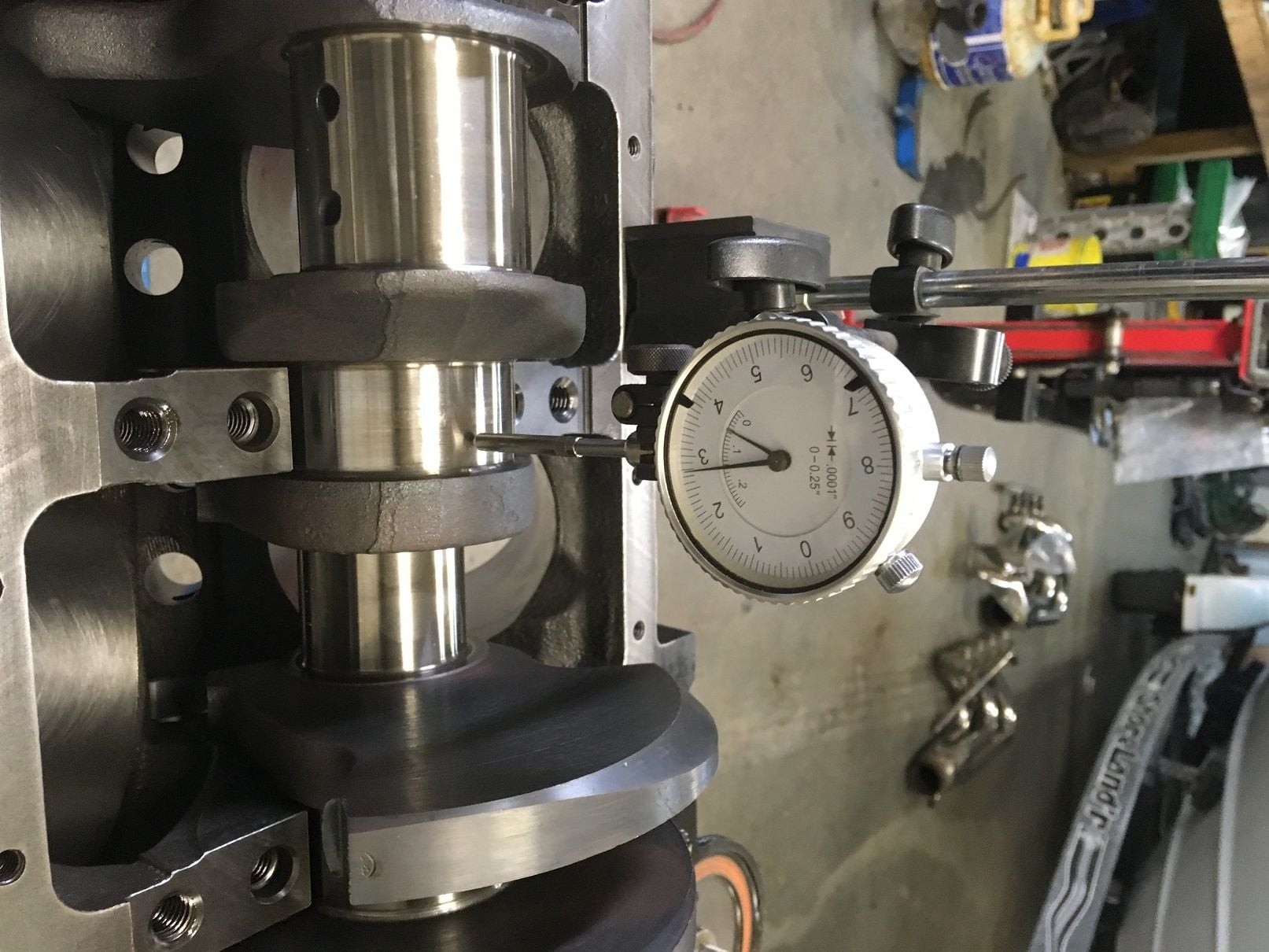
I then installed bearings 1 and 5 and used a better DTI checked my run out on journals 2,3 and 4.
#2=.00025
#3=.00005
#4=.00035
I have no way of checking the concentricity of the block journal which I'm now thinking is my problem?
measured crank journals:
#1=2.7476
#2=2.7480
#3=2.7478
#4=2.7478
#5=2.7475
Assemble journals with bearing:
#1=2.7516 clearance= .0041
#2=2.7519 clearance =.0039
#3=2.7520 clearance=.0042
#4=2.7518 clearance=.0040
#5=2.7520 clearance=.0045
I then installed bearings 1 and 5 and used a better DTI checked my run out on journals 2,3 and 4.
#2=.00025
#3=.00005
#4=.00035
I have no way of checking the concentricity of the block journal which I'm now thinking is my problem?
Last edited by Camalot; 01-04-2019 at 12:03 PM.
01-04-2019 | 12:23 PM
#17
Platinum Member

Joined: Apr 2005
Posts: 2,150
Likes: 15
From: Northport N.Y.
Assemble journals with bearing:
#1=2.7516 clearance= .0041
#2=2.7519 clearance =.0039
#3=2.7520 clearance=.0042
#4=2.7518 clearance=.0040
#5=2.7520 clearance=.0045
That's more than I would want make sure your not making a mistake with something I doubt the plastigage is that far out.
#1=2.7516 clearance= .0041
#2=2.7519 clearance =.0039
#3=2.7520 clearance=.0042
#4=2.7518 clearance=.0040
#5=2.7520 clearance=.0045
That's more than I would want make sure your not making a mistake with something I doubt the plastigage is that far out.
01-04-2019 | 12:47 PM
#18
Registered
Joined: Oct 2005
Posts: 1,076
Likes: 254
From: Waldorf, Md
I am not sure who told me about this method but I tell some of my DIY customers about it as a good way to double check what the plastigage is telling you. Of course you can only use it on the front main.
I prefer using my Sunnen bore gauge.
01-07-2019 | 10:29 AM
#19
Thread Starter
Registered
Joined: Apr 2018
Posts: 134
Likes: 1
I thought I would give this thread a conclusion!!
I took the block and crank to the local engine machine shop for them to check, they checked the block journals for straightness and all was good. They then did the same checks as I did and got readings .0005 smaller with there bore gauge than I did but the same diameter readings of the crank journals. So I'm happy with the results around .0035 clearance. I believe temperature played a part in my first plastigage reads.
To save on heating costs I let the workshop drop down to 5*c at night, I checked it first thing in the morning the first time and the block and crank was "cold", I've have the heating set to 20*c since and I get consistent readings with the plastigage showing .003/0035.
Thanks for the pointers everyone
I took the block and crank to the local engine machine shop for them to check, they checked the block journals for straightness and all was good
. They then did the same checks as I did and got readings .0005 smaller with there bore gauge than I did but the same diameter readings of the crank journals. So I'm happy with the results around .0035 clearance. I believe temperature played a part in my first plastigage reads.To save on heating costs I let the workshop drop down to 5*c at night, I checked it first thing in the morning the first time and the block and crank was "cold", I've have the heating set to 20*c since and I get consistent readings with the plastigage showing .003/0035.
Thanks for the pointers everyone


