

O2 wedge plate
 05-10-2024 | 09:06 AM
05-10-2024 | 09:06 AM
#11
VIP Member

Joined: Jun 2021
Posts: 3,533
Likes: 2,142
From: SW Ohio

That's exactly what I would do. In fact, I've given it some thought, as I'd like to get a handle on my AFRs myself. That said... While these would be among the simpler work I'd have done, by a lot, I can't touch doing them for what Affordable FI does them for. Not even close. I like making stuff for myself, sometimes mostly because I can, but I'd buy from them.
It is interesting, though... Having CNC mills, I don't see these as lathe parts at all. Didn't even enter my mind. I had to think about it for a second when you mentioned doing them on a lathe. I've done 4-jaw lathe work before, but I just don't process parts like this that way. Circular interpolation simplifies a LOT of process complications.
Thanks. Brad.
Last edited by Brad Christy; 05-10-2024 at 09:13 AM.
 05-10-2024 | 09:34 AM
05-10-2024 | 09:34 AM
#12
Registered

Joined: Oct 2012
Posts: 2,239
Likes: 541
Just my 02
05-10-2024 | 08:58 PM
#13
Platinum Member

Joined: Jun 2004
Posts: 7,321
Likes: 1,039
From: frankenmuth michigan
05-10-2024 | 09:09 PM
#14
VIP Member
Joined: Jun 2021
Posts: 3,533
Likes: 2,142
From: SW Ohio
Smitty,
Making stuff is fun, but the only time I make something I can readily buy is when I can�t buy EXACTLY what I want.
I used to make my own prop shaft collets for my model boats. I could buy them for Octura or Aeromarine for ~$30. The ones I made took me a couple hours each to make, and that was if I made them in batches. But the ones that could be bought could have as much as .015� runout (sometimes more), which is a big deal at 30K+ RPMs. The ones I made had zero runout. I went to great lengths to make sure of that.
I doubt such a benefit could be rendered in the making of our own O2 sensor wedges. $150 is pretty cheap.
Thanks. Brad.
Making stuff is fun, but the only time I make something I can readily buy is when I can�t buy EXACTLY what I want.
I used to make my own prop shaft collets for my model boats. I could buy them for Octura or Aeromarine for ~$30. The ones I made took me a couple hours each to make, and that was if I made them in batches. But the ones that could be bought could have as much as .015� runout (sometimes more), which is a big deal at 30K+ RPMs. The ones I made had zero runout. I went to great lengths to make sure of that.
I doubt such a benefit could be rendered in the making of our own O2 sensor wedges. $150 is pretty cheap.
Thanks. Brad.
05-11-2024 | 05:47 AM
#15
Platinum Member
Joined: Jun 2004
Posts: 7,321
Likes: 1,039
From: frankenmuth michigan


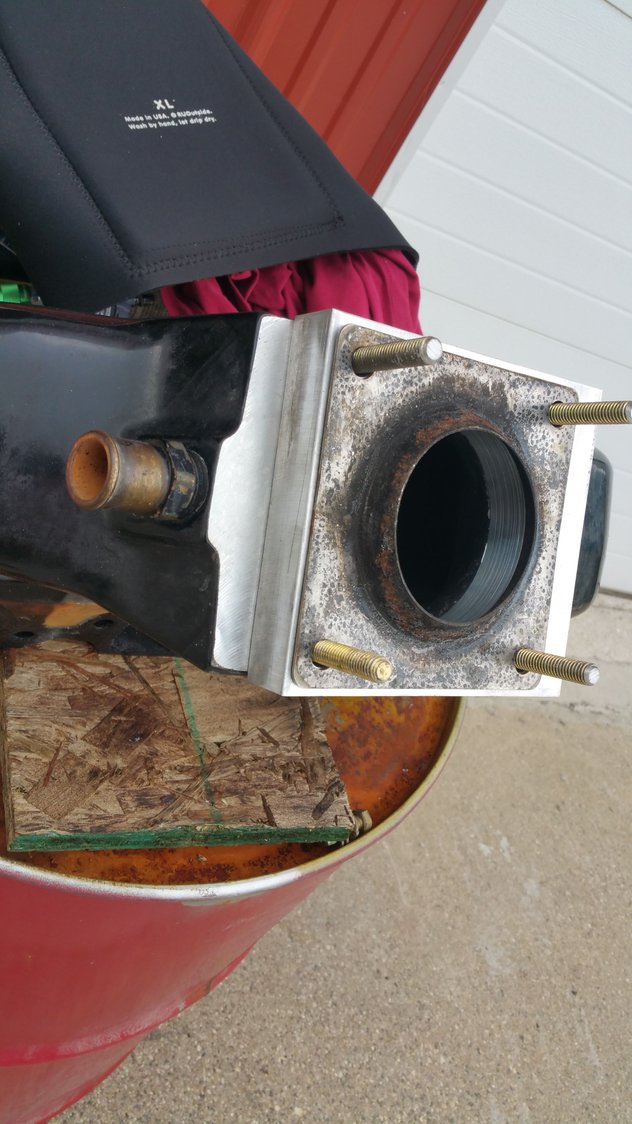
These were the 2 I made to tune my Baja with when I switched it to gils right before selling it. In my case, it was MUCH better to have o2s in side vs front or rear. In T Banzers case, from pics he showed me after I dynoed and tuned his 540 they'd also have to face forward as his rears real tight and with his vortec supercharger, Im not sure hed have much if ANY forward clearance.

 05-17-2024 | 06:51 AM
05-17-2024 | 06:51 AM
#17
Platinum Member
Joined: Jan 2005
Posts: 1,157
Likes: 520
From: Owen Sound Ont.
Sorry for the delay in responding, I have not been in the office for a while.
I'm just a shade tree machinist, I didn't have a fly cutter at that time, so the easiest way for me to make the center hole nice and clean was in the lathe. I could of used a hole saw and polished the hole after, but I do like the lathe.
Setting up the 4 jaw is pretty quick. Easy way to polish it as well.
The first one took a while to figure out the angles and most correct procedure, but after that it was easy.
High school trig to get the O2 hole in the correct location and angle!
I did make it harder on myself by making the bottom flat and angling the top and trying to get as much angle into the sensor bung as well.
Looking back I should have just put the bung in square then angle the bottom.
I'm just a shade tree machinist, I didn't have a fly cutter at that time, so the easiest way for me to make the center hole nice and clean was in the lathe. I could of used a hole saw and polished the hole after, but I do like the lathe.
Setting up the 4 jaw is pretty quick. Easy way to polish it as well.
The first one took a while to figure out the angles and most correct procedure, but after that it was easy.
High school trig to get the O2 hole in the correct location and angle!
I did make it harder on myself by making the bottom flat and angling the top and trying to get as much angle into the sensor bung as well.
Looking back I should have just put the bung in square then angle the bottom.
05-18-2024 | 05:07 AM
#18
Platinum Member
Joined: Jun 2004
Posts: 7,321
Likes: 1,039
From: frankenmuth michigan
Sorry for the delay in responding, I have not been in the office for a while.
I'm just a shade tree machinist, I didn't have a fly cutter at that time, so the easiest way for me to make the center hole nice and clean was in the lathe. I could of used a hole saw and polished the hole after, but I do like the lathe.
Setting up the 4 jaw is pretty quick. Easy way to polish it as well.
The first one took a while to figure out the angles and most correct procedure, but after that it was easy.
High school trig to get the O2 hole in the correct location and angle!
I did make it harder on myself by making the bottom flat and angling the top and trying to get as much angle into the sensor bung as well.
Looking back I should have just put the bung in square then angle the bottom.
I'm just a shade tree machinist, I didn't have a fly cutter at that time, so the easiest way for me to make the center hole nice and clean was in the lathe. I could of used a hole saw and polished the hole after, but I do like the lathe.
Setting up the 4 jaw is pretty quick. Easy way to polish it as well.
The first one took a while to figure out the angles and most correct procedure, but after that it was easy.
High school trig to get the O2 hole in the correct location and angle!
I did make it harder on myself by making the bottom flat and angling the top and trying to get as much angle into the sensor bung as well.
Looking back I should have just put the bung in square then angle the bottom.
05-21-2024 | 07:14 AM
#20
VIP Member
Joined: Jun 2021
Posts: 3,533
Likes: 2,142
From: SW Ohio
")

