

Fountain 47, 2372cid single engine diesel


 11-18-2024 | 08:39 AM
11-18-2024 | 08:39 AM
#392
Registered

Joined: Aug 2004
Posts: 4,788
Likes: 1,377
From: naples,florida
11-19-2024 | 01:11 PM
#394
Thread Starter
Registered

Joined: Jan 2010
Posts: 346
Likes: 877
From: Finland
I got all aluminium bronze parts from machine shop!
They look very nice and are nice in dimensions. These was not cheap parts, but neseccery to keep engine together at higher power levels.

Piston pin sleeve or bushing, what ever you want call it. Now 42mm original pin fit 50mm bore, other end flange keep pin in place and Nissan piston lock rings keep bushings in place, all parts are floating, bush to bore have 0.02mm clearance at room temp, but pin to bush is zero. I have heat them when assembly, there should be same 0.02mm but they come tight. I think material was hot after rough cut and bore final cut, then it cold down and measure goes wrong. But this is not bad thing, just more difficult to assembly, no big deal.


24 pieces needed for 12 piston

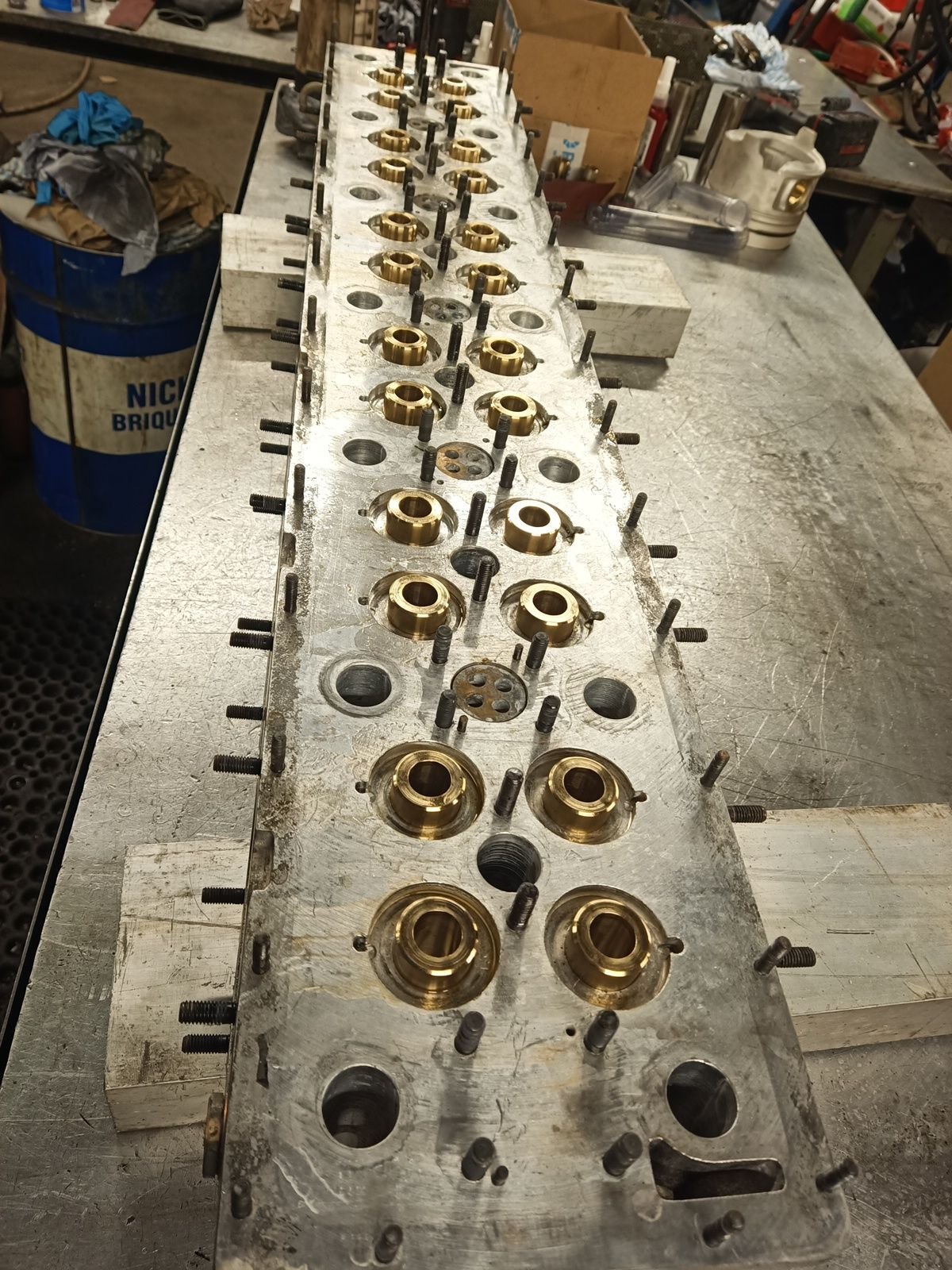
New bronze valve guides, they are way shorter than originals that cover like 50% flow area from ports. Guides are 24mm outer diameter so think how much they have restricted flow.
Valve stem wear was second fear, steel vs. steel is not good after boost push oil away from clearance when running hard long time. Aluminium bronze work like bearing metal.
Third good thing is thermal expansion, aluminium bronze have same thermal expansion than aluminium head. When exhaust valves get hot guide grow away and they won't seize as easy.
Fourth thing is valve cooling, aluminium bronze have maybe 5 times better thermal conductivity so it cool valves a lot better.

48 pieces are needed

Original iron guides had 0.06mm press fit, I hone holes little looser but still assembly was near catastrophe. Soviet dural aluminium seize so quick that you have to be world fastest guy to hammer guides in place with plenty of oil. Head was heated to 80C and guides was outside at 0C today. CO2 ice would have been good help!

Exhaust ports.

Intake side

Now ports have pretty good flow area, valve stem are is wider too after porting.
Next thing is manufacture tools for engine machining shop so they can put seat rings and valve job. They don't have Mira centering tool for 18mm valve stem, I will do it for them so they can do my cylinder heads. I have to find good 18.00mm reamer to drill guides in right clearance, ball hone can do final finishing. 0.07-0.1mm valve to guide clearance should work, I think.
They look very nice and are nice in dimensions. These was not cheap parts, but neseccery to keep engine together at higher power levels.
Piston pin sleeve or bushing, what ever you want call it. Now 42mm original pin fit 50mm bore, other end flange keep pin in place and Nissan piston lock rings keep bushings in place, all parts are floating, bush to bore have 0.02mm clearance at room temp, but pin to bush is zero. I have heat them when assembly, there should be same 0.02mm but they come tight. I think material was hot after rough cut and bore final cut, then it cold down and measure goes wrong. But this is not bad thing, just more difficult to assembly, no big deal.
24 pieces needed for 12 piston
New bronze valve guides, they are way shorter than originals that cover like 50% flow area from ports. Guides are 24mm outer diameter so think how much they have restricted flow.
Valve stem wear was second fear, steel vs. steel is not good after boost push oil away from clearance when running hard long time. Aluminium bronze work like bearing metal.
Third good thing is thermal expansion, aluminium bronze have same thermal expansion than aluminium head. When exhaust valves get hot guide grow away and they won't seize as easy.
Fourth thing is valve cooling, aluminium bronze have maybe 5 times better thermal conductivity so it cool valves a lot better.
48 pieces are needed
Original iron guides had 0.06mm press fit, I hone holes little looser but still assembly was near catastrophe. Soviet dural aluminium seize so quick that you have to be world fastest guy to hammer guides in place with plenty of oil. Head was heated to 80C and guides was outside at 0C today. CO2 ice would have been good help!
Exhaust ports.
Intake side
Now ports have pretty good flow area, valve stem are is wider too after porting.
Next thing is manufacture tools for engine machining shop so they can put seat rings and valve job. They don't have Mira centering tool for 18mm valve stem, I will do it for them so they can do my cylinder heads. I have to find good 18.00mm reamer to drill guides in right clearance, ball hone can do final finishing. 0.07-0.1mm valve to guide clearance should work, I think.
11-27-2024 | 12:48 PM
#395
Thread Starter
Registered
Joined: Jan 2010
Posts: 346
Likes: 877
From: Finland
Something is going on in all areas of the boat. Finally I got Dormer 18.00 h7 long reamer, this way valve guides will be straight and round, after reamer I can hone more clearance with flex hone (ball hone) but only way to get them straight is reamer. Testing spare guide in lathe and all go well. 17.995mm bearing race go through guide maybe 0.01-0.02mm clearance. I can't measure that small of hole but test piece give pretty good measure how it goes through.

Engine and transmission coupling is missing. Difficult thing is crankshaft spline, I really don't want to move transmash to machine shop for spline measure. Epoxy casting model piece should do the job.
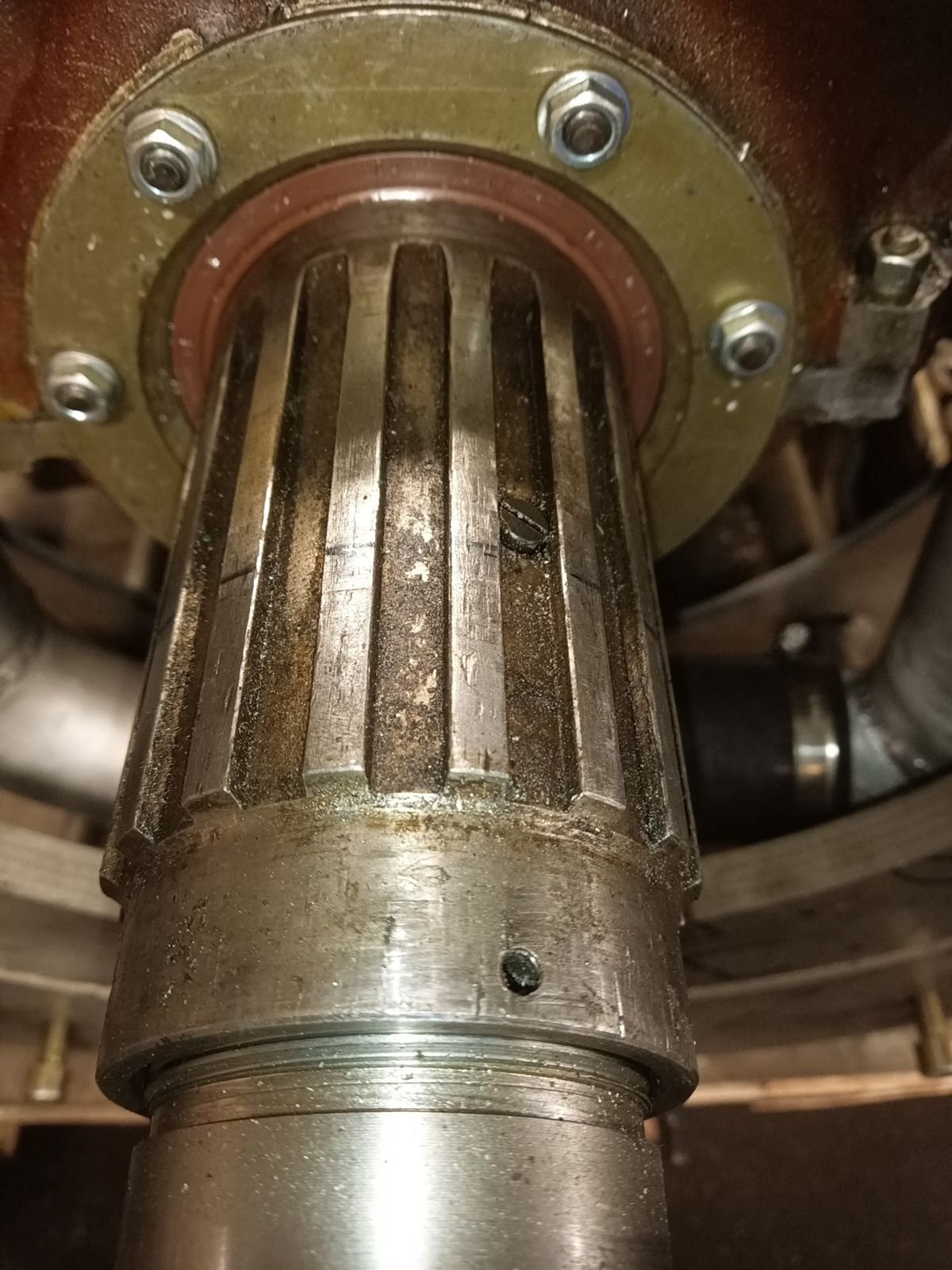
Transmash spline is not find in usual splines, it's special. 95mm outer diameter, should transfer some torque.

Steel sleeve for epoxy casting.

Model on place and casted but it leak bad. Hot glue didn't work well to seal splines, some other sealant wuold be better.


But it works anyway! Crankshaft was oiled to prevent epoxy stick to crank, still it takes two tons of force to get model off on crank. It is pretty accurate piece.

Start air bottles in place, I made stainless brackets for them, tightening band are still missing. One bottle is on use and other is spare if onboard high pressure compressor fail some day.

Hydraulic driven 2" raw water pump is hard to mount anywhere because its so big. 2" shut valve have to find place too so impeller is easy to replace on water or raw water system start to leak. I have one idea to this, need figure out later.

Instrument panel is cut from 4mm 6082 aluminium but it failed, I draw CAD model wrong, sides are tapered and somehow it come 25mm too short. No big deal, this is good mock up piece. Big hole is for 21.5" monitor, real instrument panel will be in engine room and 4K HD camera give picture to dirver place. Easy to make datalogger, just record the hdmi signal.
Single throttle lever is on right hand (sorry hardcore Fountain guys...), no gear lever, it will be just old trim rocker switch in throttle lever. Easy to use R-N-1-2-3-4 sequential.
I like to hard anodize panel and then laser etch switch texts but maybe just bare aluminium and some tape text for first summer, there is ton of more important job to do.
Engine and transmission coupling is missing. Difficult thing is crankshaft spline, I really don't want to move transmash to machine shop for spline measure. Epoxy casting model piece should do the job.
Transmash spline is not find in usual splines, it's special. 95mm outer diameter, should transfer some torque.
Steel sleeve for epoxy casting.
Model on place and casted but it leak bad. Hot glue didn't work well to seal splines, some other sealant wuold be better.
But it works anyway! Crankshaft was oiled to prevent epoxy stick to crank, still it takes two tons of force to get model off on crank. It is pretty accurate piece.
Start air bottles in place, I made stainless brackets for them, tightening band are still missing. One bottle is on use and other is spare if onboard high pressure compressor fail some day.
Hydraulic driven 2" raw water pump is hard to mount anywhere because its so big. 2" shut valve have to find place too so impeller is easy to replace on water or raw water system start to leak. I have one idea to this, need figure out later.
Instrument panel is cut from 4mm 6082 aluminium but it failed, I draw CAD model wrong, sides are tapered and somehow it come 25mm too short. No big deal, this is good mock up piece. Big hole is for 21.5" monitor, real instrument panel will be in engine room and 4K HD camera give picture to dirver place. Easy to make datalogger, just record the hdmi signal.
Single throttle lever is on right hand (sorry hardcore Fountain guys...), no gear lever, it will be just old trim rocker switch in throttle lever. Easy to use R-N-1-2-3-4 sequential.
I like to hard anodize panel and then laser etch switch texts but maybe just bare aluminium and some tape text for first summer, there is ton of more important job to do.
11-29-2024 | 01:10 PM
#398
Thread Starter
Registered
Joined: Jan 2010
Posts: 346
Likes: 877
From: Finland
I have iceroad racing Honda CRF450R, long time not driven and street legal Honda HM CRF450R supermoto. Few years back I start learning paramotor pilot, have done some flights now. It's awesom in winter with trike and skis, you can go anywhere.
House and garage building take too much time from my life, five long years but now they are almost ready, we did all ourself with my girlfriend, daughter born almost three years ago, she take much time now but soon she will be big help for me. Actually she clean garbage and wire clips from my Fountain cabin and cocpit last week.
Last summer we boating about 40 hours but over 20 nights in boat, I have Mariah Z276 family boat now, it's for sale when Fountain works.
I'm 39 now and candle is fire on both ends but all things are so exiting and must to done. Grave is for resting.
11-29-2024 | 01:20 PM
#399
Thread Starter
Registered
Joined: Jan 2010
Posts: 346
Likes: 877
From: Finland
But back to Fountain building valve guides are now straight and accurate!

One more special tool from old 14mm socket, it transform to 9/16" square socket to drive reamer.

Regular slow turning drill was ok do the job.

Reamer have very gentle taper at beginning, after that it's straight, it was easier than I tought to get it straight and not shuttering.

Guides was in right dimension before pressing them to head, inner hole get as much smaller than pressfit tight is. Therefore it is important to make sure that all guides are in right dimension, especially in marine engines. If valve seize, destruction is bad.

I buy 18mm needle bearing inner race, it's actually 17.995mm and it goes now through all 48 guides by hand force. Clearance is about 0.01mm i think. After seat insert and valve job I give little flexhone and make thef few hundreds looser.
One more special tool from old 14mm socket, it transform to 9/16" square socket to drive reamer.
Regular slow turning drill was ok do the job.
Reamer have very gentle taper at beginning, after that it's straight, it was easier than I tought to get it straight and not shuttering.
Guides was in right dimension before pressing them to head, inner hole get as much smaller than pressfit tight is. Therefore it is important to make sure that all guides are in right dimension, especially in marine engines. If valve seize, destruction is bad.
I buy 18mm needle bearing inner race, it's actually 17.995mm and it goes now through all 48 guides by hand force. Clearance is about 0.01mm i think. After seat insert and valve job I give little flexhone and make thef few hundreds looser.
12-04-2024 | 12:33 PM
#400
Thread Starter
Registered
Joined: Jan 2010
Posts: 346
Likes: 877
From: Finland
Engine machine shop can't grind valves with this thick stem, 16mm is max stem diameter for normal grinding machines and Transmash have 18mm stems. But no problem, 20€ hexagonal to er32 collet from china, 18mm milling bit collet and problem solved. I find out it way easier just re-face valves in lathe than grind it, surface quality is better too, thinner stem valves can't do this way because they vibrate, these won't.



Exhaust valves had wierd curved chamber side of valve, I turn them flat. It was like 1.5mm curved, valves get lighter and they got more space to piston in overlap period. Piston to valve thing is problematic, I don't want valve reliefs to pistons so valves go 2mm under head surface and piston to head clearance will be 2mm so 4mm room for overlap minus safety factor. Camshafts will be grind to my specs so all should work ok.


Here is very nice pieces of tool steel and CrMo.
Shaft is toolox44 special tool steel billet transmission input shaft, my friend turn it and drill 8mm trough hole in center, that was difficult to do in tool steel. Toolox44 is in tough state already, it doesn't need any heat treatments. Rm=1300Mpa!
Sleeve coupler connect Transmash splined crankshaft to transmission input shaft, no flex plates or bolts, just very tough splined parts to connect engine and transmission. It's made from 34CrNiMo6, it's good steel too but not so high strenght than toolox44, price is like 30% of toolox. Sleeve is 120mm outer diameter so no need for ultra high strenght tool steel.
Next thing is get them splined. Special machine shop get my epoxy model, they can use it model and cut first test piece to aluminium or plastic that I can test fit on crankshaft. If it's good, theycut these steel parts.
Exhaust valves had wierd curved chamber side of valve, I turn them flat. It was like 1.5mm curved, valves get lighter and they got more space to piston in overlap period. Piston to valve thing is problematic, I don't want valve reliefs to pistons so valves go 2mm under head surface and piston to head clearance will be 2mm so 4mm room for overlap minus safety factor. Camshafts will be grind to my specs so all should work ok.
Here is very nice pieces of tool steel and CrMo.
Shaft is toolox44 special tool steel billet transmission input shaft, my friend turn it and drill 8mm trough hole in center, that was difficult to do in tool steel. Toolox44 is in tough state already, it doesn't need any heat treatments. Rm=1300Mpa!
Sleeve coupler connect Transmash splined crankshaft to transmission input shaft, no flex plates or bolts, just very tough splined parts to connect engine and transmission. It's made from 34CrNiMo6, it's good steel too but not so high strenght than toolox44, price is like 30% of toolox. Sleeve is 120mm outer diameter so no need for ultra high strenght tool steel.
Next thing is get them splined. Special machine shop get my epoxy model, they can use it model and cut first test piece to aluminium or plastic that I can test fit on crankshaft. If it's good, theycut these steel parts.

